As Sheet Metal Stock Hardness Increases The Clearance Between Punch And Die Should
Solved Most Sheet Metalworking Operations Are Performed A Chegg Com

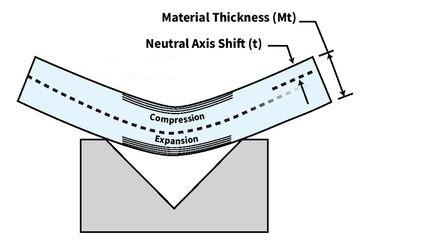
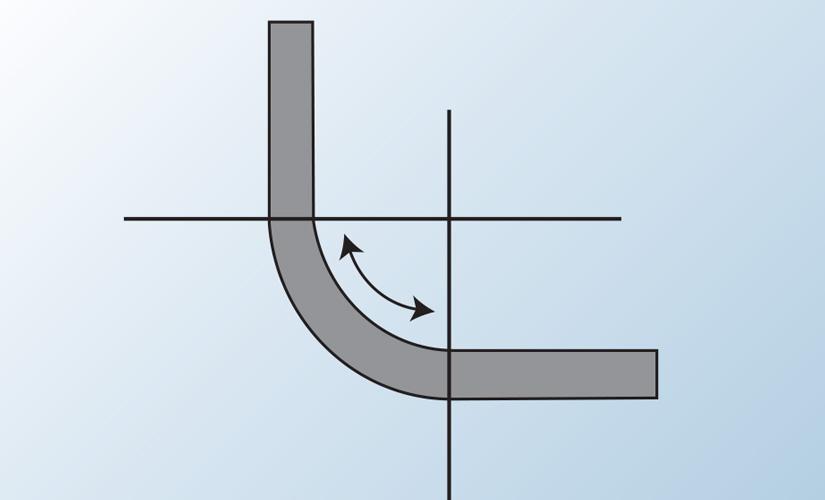
Bending Basics The Hows And Whys Of Springback And Springforward
Solved Q 1 A Metal Sieve With The Sem Holes Is To Be Pro Chegg Com
K Factors Y Factors And Press Brake Bending Precision
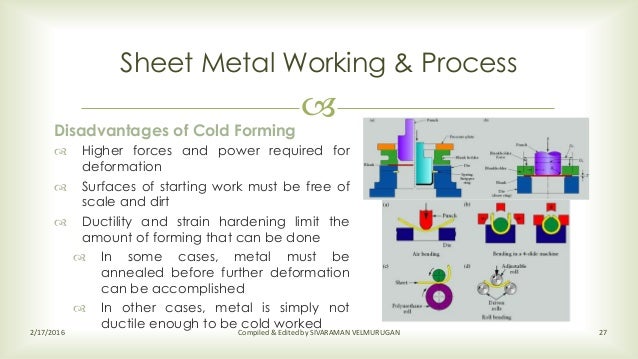
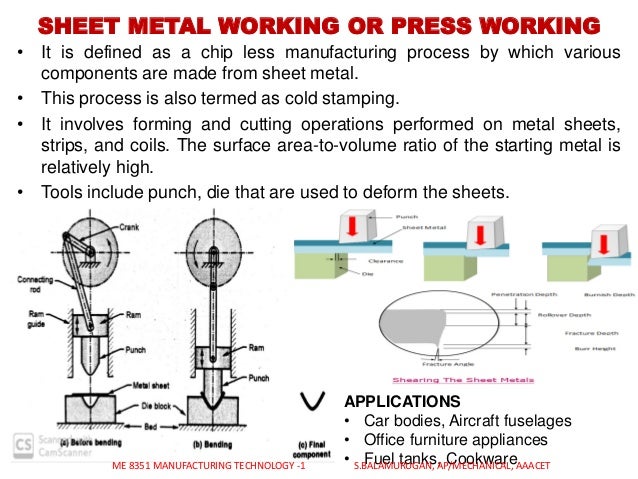
Sheet Metal Working Process

Spinning Sheet Metal Forming Process Of Shear And Tube Techminy

The die opening or b.
As sheet metal stock hardness increases the clearance between punch and die should.

Bend Allowance Sheetmetal Me

A Review On Factors Affecting The Sheet Metal Blanking Process
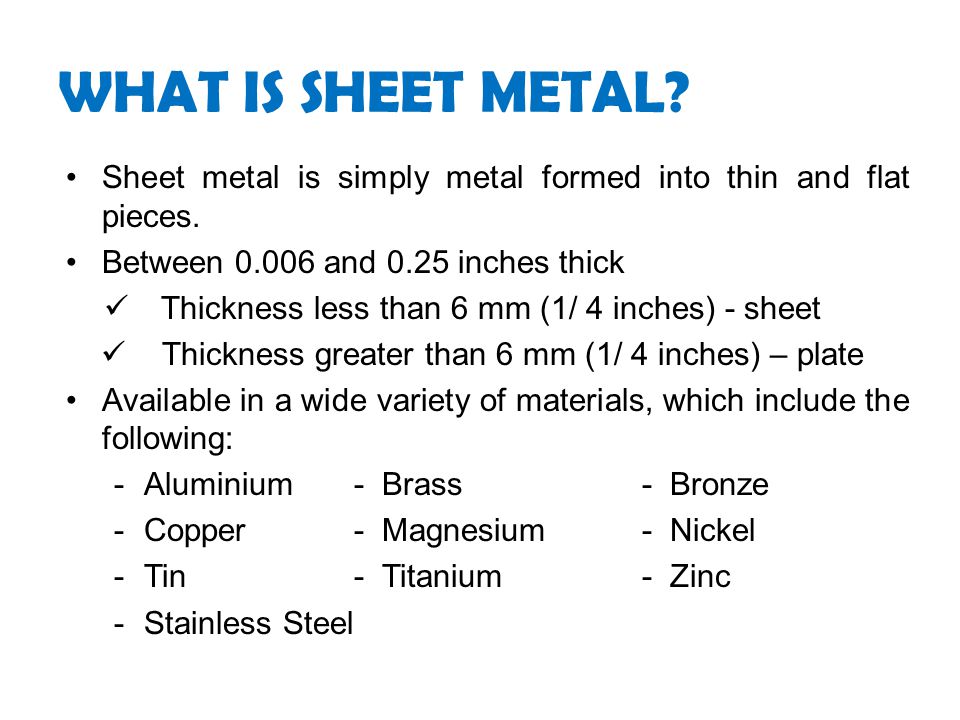
Sheet Metal Processes
Precision Sheet Metal Bending Bump By Bump
Metal Working Processes Ppt Video Online Download
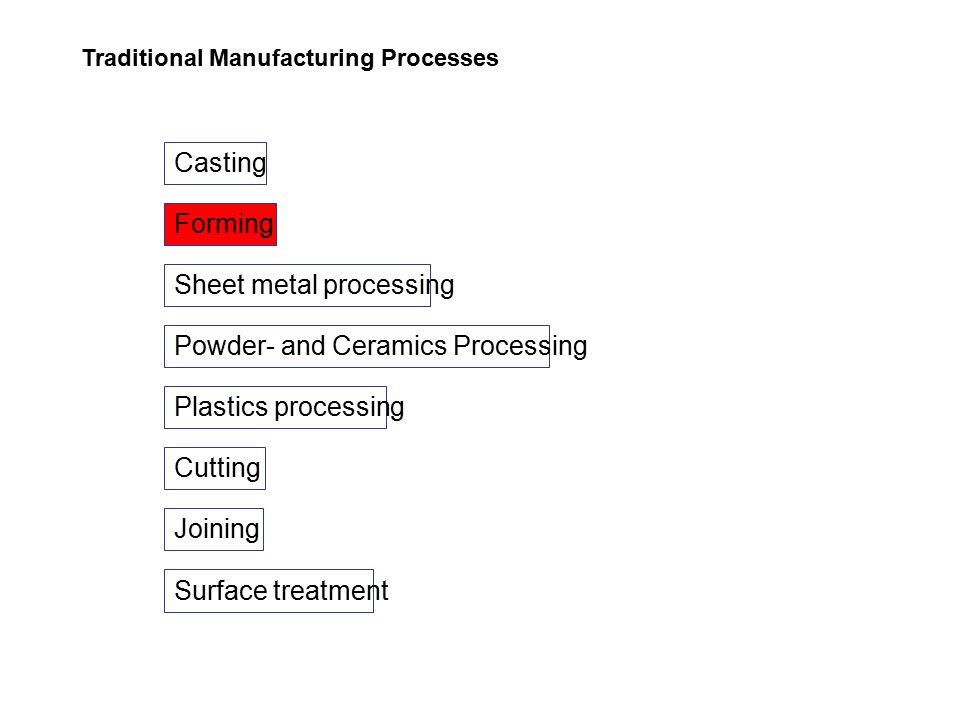
Traditional Manufacturing Processes Casting Forming Sheet Metal Processing Cutting Joining Powder And Ceramics Processing Plastics Processing Surface Ppt Download

Bending Metalworking Wikipedia

An Ultrasonic Microforming Process For Thin Sheet Metals And Its Replication Abilities Sciencedirect
Unit 4 Sheet Metal Processes

Baileigh Br 22 Bead Roller Sheet Metal Roller Sheet Metal Fabrication Sheet Metal Tools
Https Www Lkouniv Ac In Site Writereaddata Sitecontent 202004032250570818prashant Engg Manufacturing Sheet Metal 3 Pdf

Sheet Metal Manufacturing The Definitive Guide Blog
Metal Forming Processes Full

Causes Preventation Of Defects Burr In Sheet Metal Component Pdf Free Download

Metal Forming Glossary S From Advantage Fabricated Metals

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Metal Tool Box Sheet Metal
Https Www Protolabs Com Media 1020840 Design Essentials Sheet Metal Pdf

Get Rid Of Shearing Defects In 4 Steps Gasparini Industries
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau
Http Portal Unimap Edu My Portal Page Portal30 Lecture 20notes Kejuruteraan Mekatronik Semester 202 20sidang 20akademik 2020172018 Ent 20244 20manufacturing 20engineering 20processes Chapter 203 20forming 20processes Pdf

Project Reportcommon Bending Tool Design For Two Sheet Metal Compone

Drawing Ratio An Overview Sciencedirect Topics

Pdf An Expert System For Process Planning Of Sheet Metal Parts Produced On Compound Die For Use In Stamping Industries

Press Brake Dies Toolings The Ultimate Guide Machinemfg
Source : pinterest.com
