As Sheet Metal Stock Thickness Increases The Clearance Between Punch And Die Should
Solved Question 40 2 5 Points As Sheet Metal Stock Thic Chegg Com
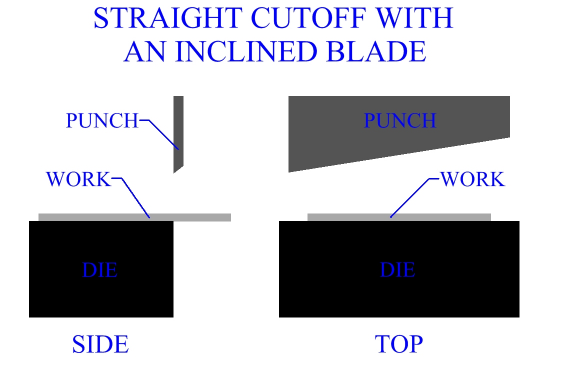
Sheet Metal Cutting Tri State Fabricators

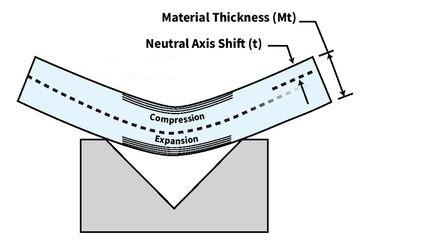
Bending Basics The Hows And Whys Of Springback And Springforward
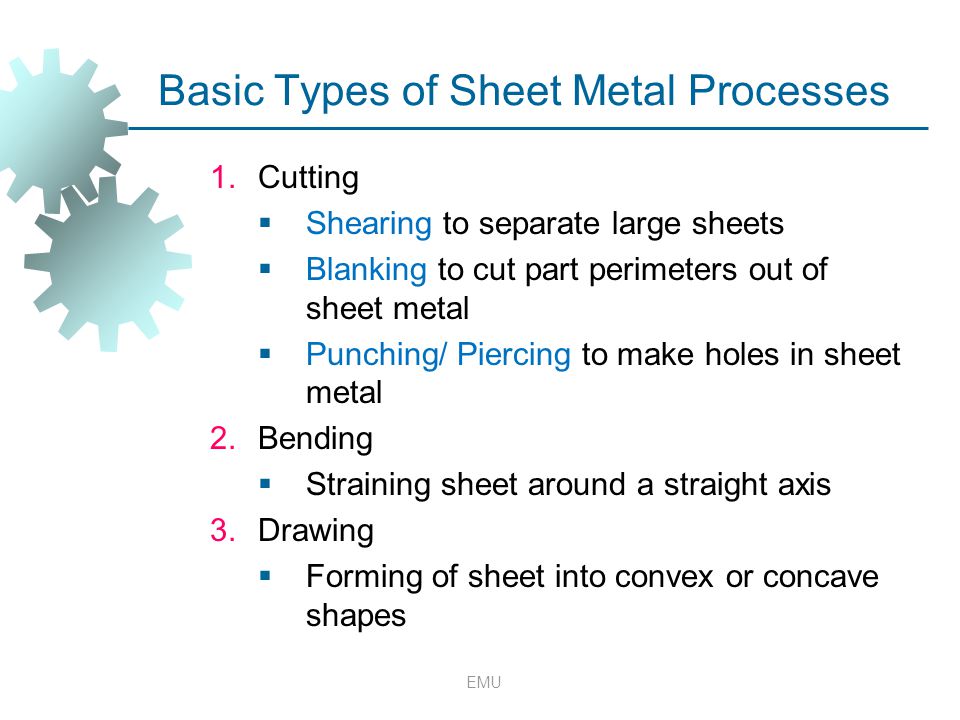
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
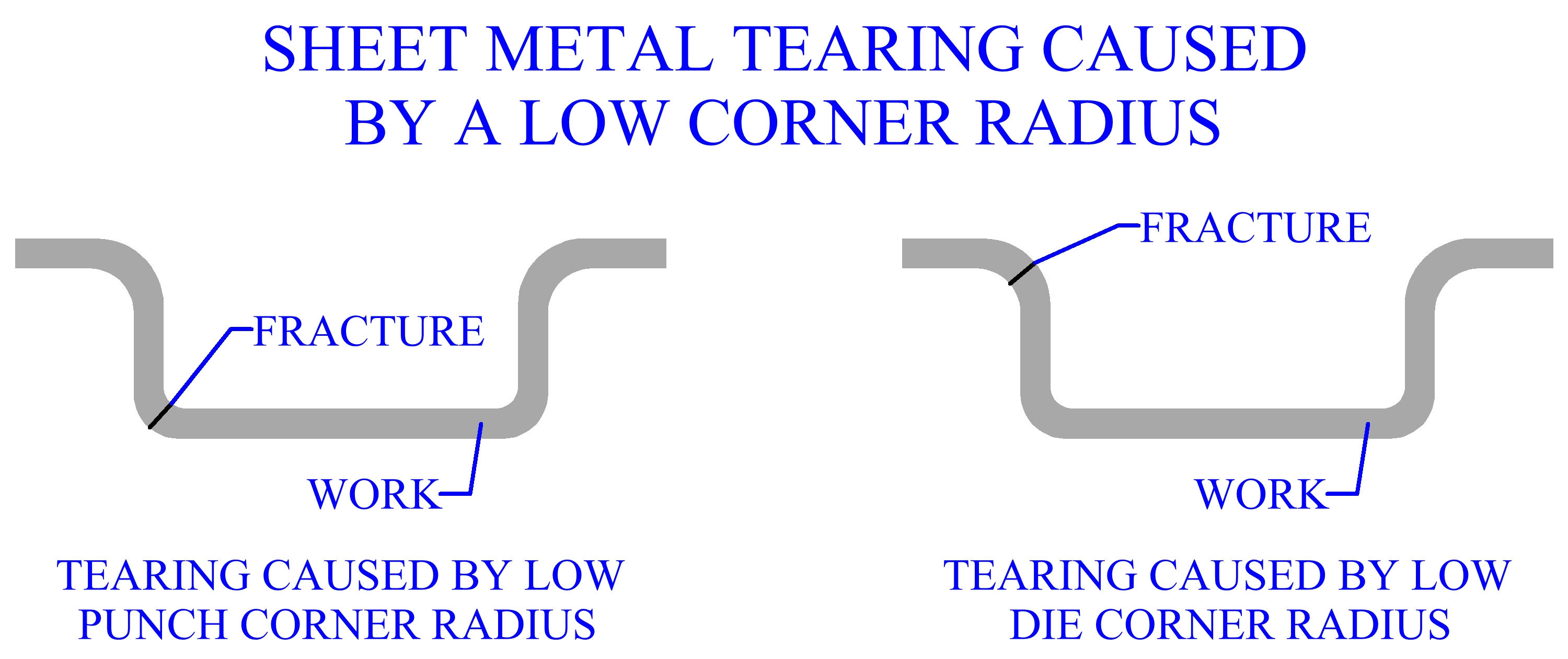
Deep Drawing Of Sheet Metal
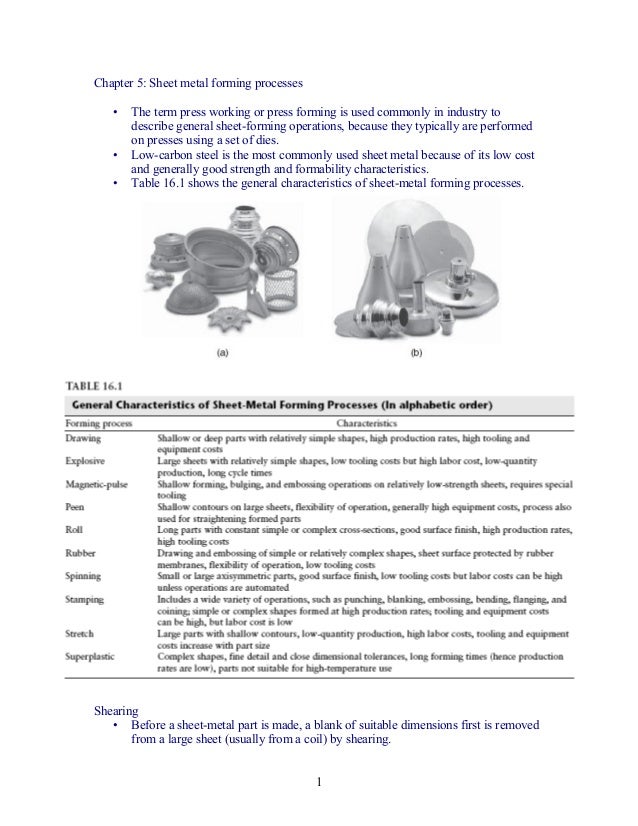
Chapter5 Sheet Metal Forming

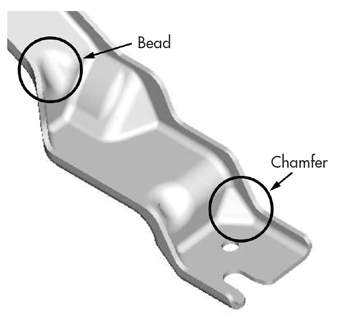
This depth is precisely controlled to achieve the required bend.
As sheet metal stock thickness increases the clearance between punch and die should.

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Friction Spinning Principle Behind The Sheet Metal Forming Process Download Scientific Diagram
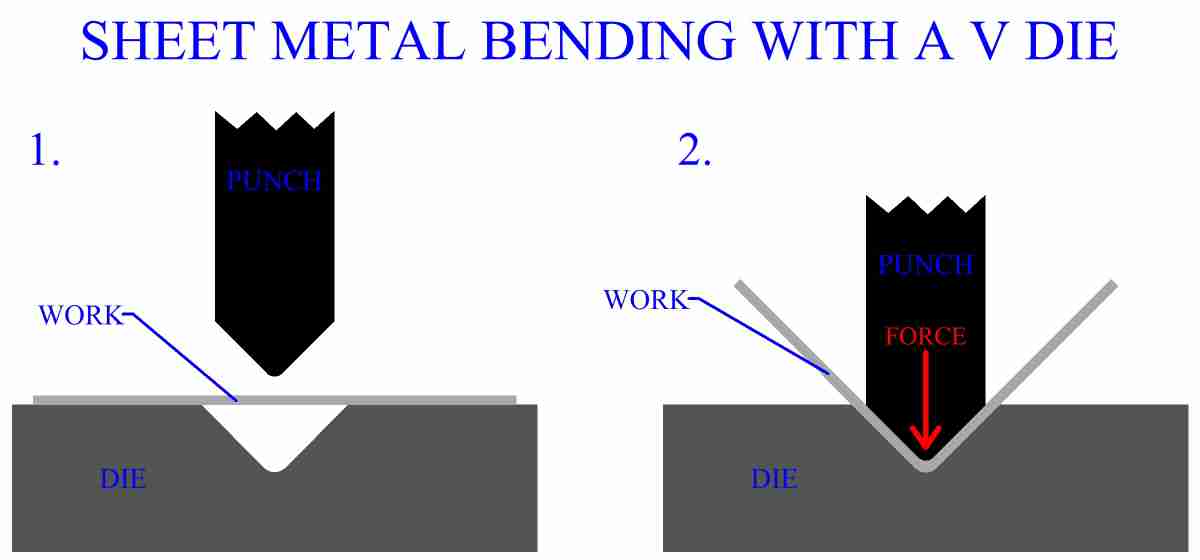
Sheet Metal Bending
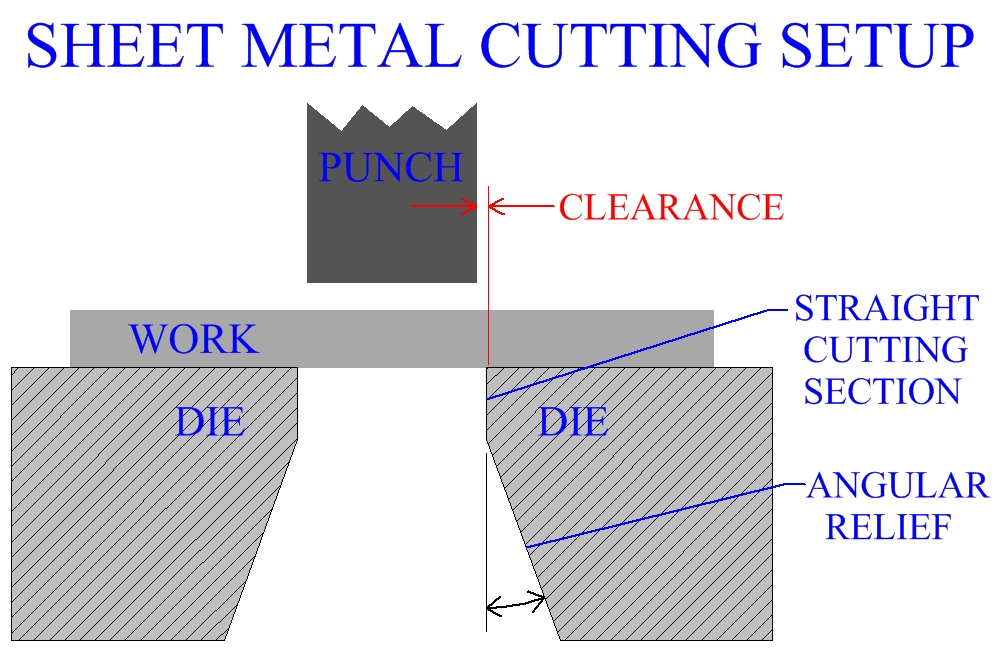
Sheet Metal Cutting
K Factors Y Factors And Press Brake Bending Precision
Sheet Metal Working Processes Ppt Download

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking
06 Sheet Metal Forming

A Review On Factors Affecting The Sheet Metal Blanking Process

Bend Allowance Sheetmetal Me

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Bendworks The Fine Art Of Sheet Metal Bending
Characteristics Of Metals Important In Sheet Forming Ppt Video Online Download
Sheet Metal Processing Ppt Video Online Download

Sheet Metal Design Guide Geomiq

Sheet Metalworking Cutting Operations Bending Operations Drawing Ppt Video Online Download

Pdf Recent Developments And Trends In The Friction Testing For Conventional Sheet Metal Forming And Incremental Sheet Forming

Rolled Sheet An Overview Sciencedirect Topics
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
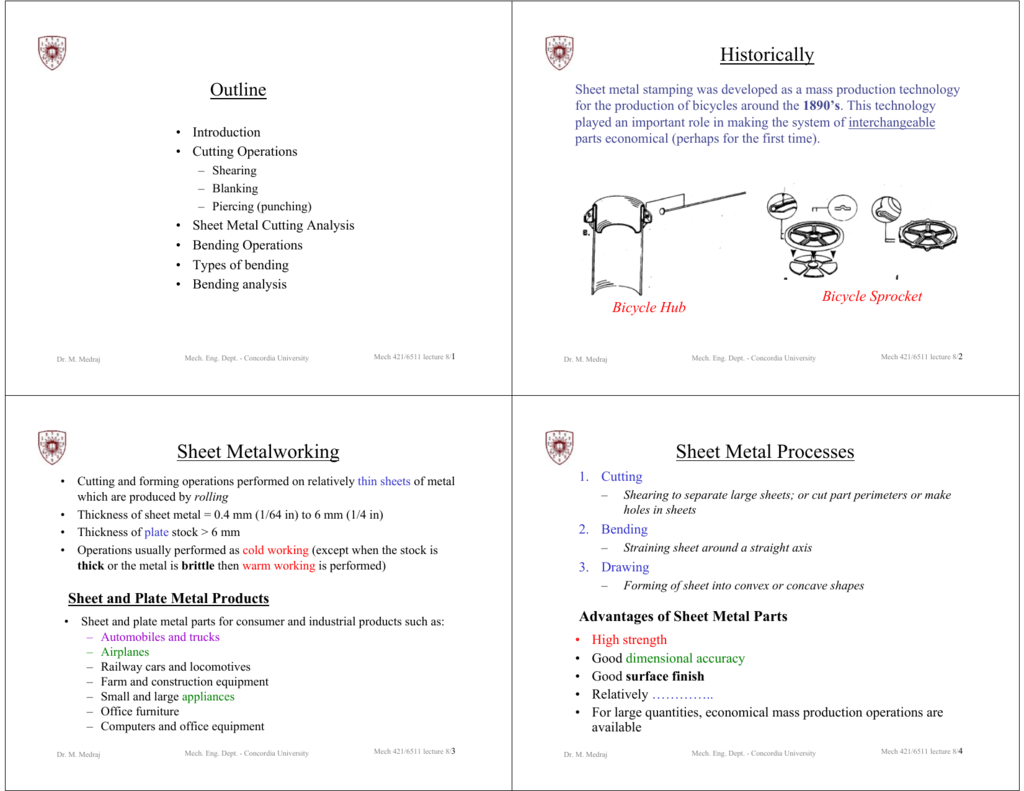
Historically Sheet Metalworking Sheet Metal Processes
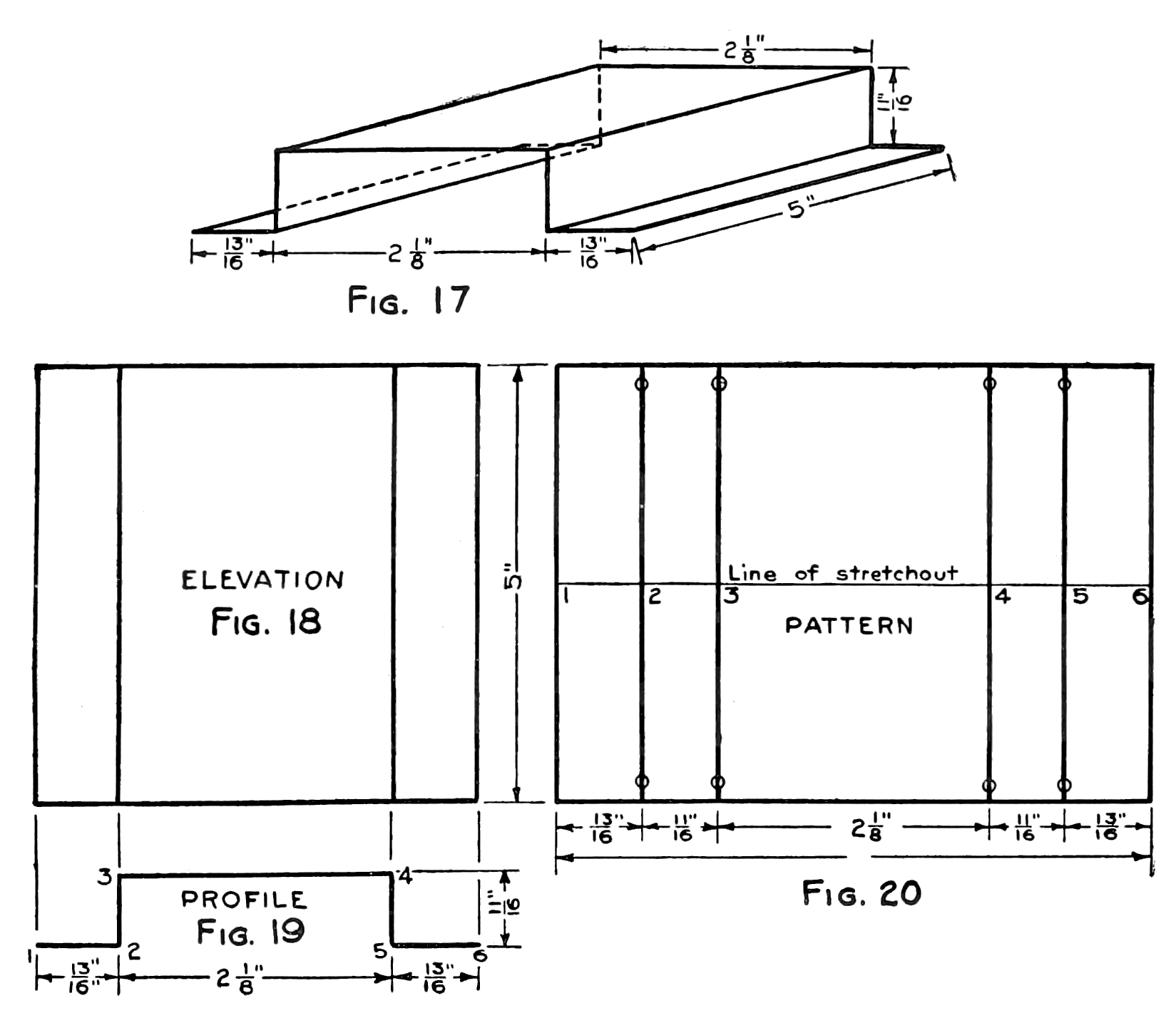
Sheet Metal Drafting Chapter 1 Wikisource The Free Online Library
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Fabrication Basics 7 Strategies For Punching Success
Effect Of Punching Die Angular Clearance On Punched Hole Quality Of S275 Mild Steel Sheet Metal Request Pdf
Source : pinterest.com
